Our cleanroom swabs are highly automated, ensuring excellent consistency and meeting a wide array of industry standards. They are suitable for use in hard disk drive, medical device, pharmaceutical, semiconductor, optics, fiber optics, forensics, pediatrics, veterinary, drug delivery, and diagnostic applications.
Tly’s cleanroom swabs are also specially designed to meet the needs of our customers. They are lot tested and certified and feature a wide array of tip styles and materials to suit your specific needs. Our swabs also have static dissipative handles and tips, making them suitable for use in sensitive environments.
In addition, our swabs are pyrogen-free, EtO, steam, and gamma stable, non-cytotoxic, ATP-free, and low in particulates and NVRs for use in cleanrooms assembling implantable medical devices. They are also RoHS compatible, ensuring that they are safe for use in a variety of industries.
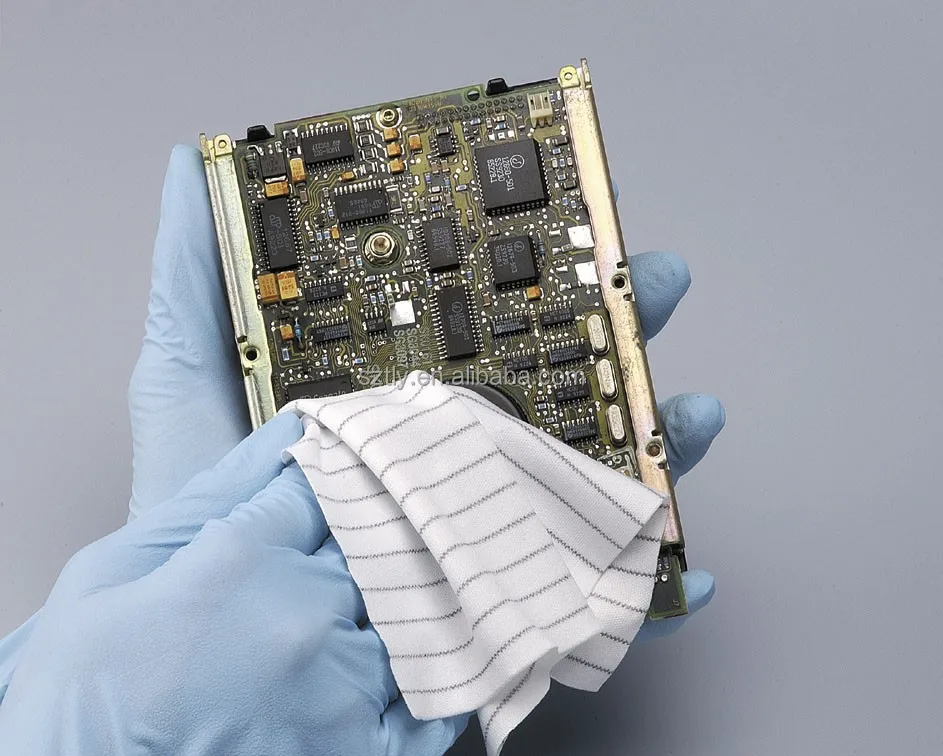
You can’t take just any kind of swabs into a cleanroom environment. Cleanroom swabs are specifically designed for use in critical environments because they offer residue-free performance, meaning they won’t leave behind particulates and other components that could contaminate your cleanroom.
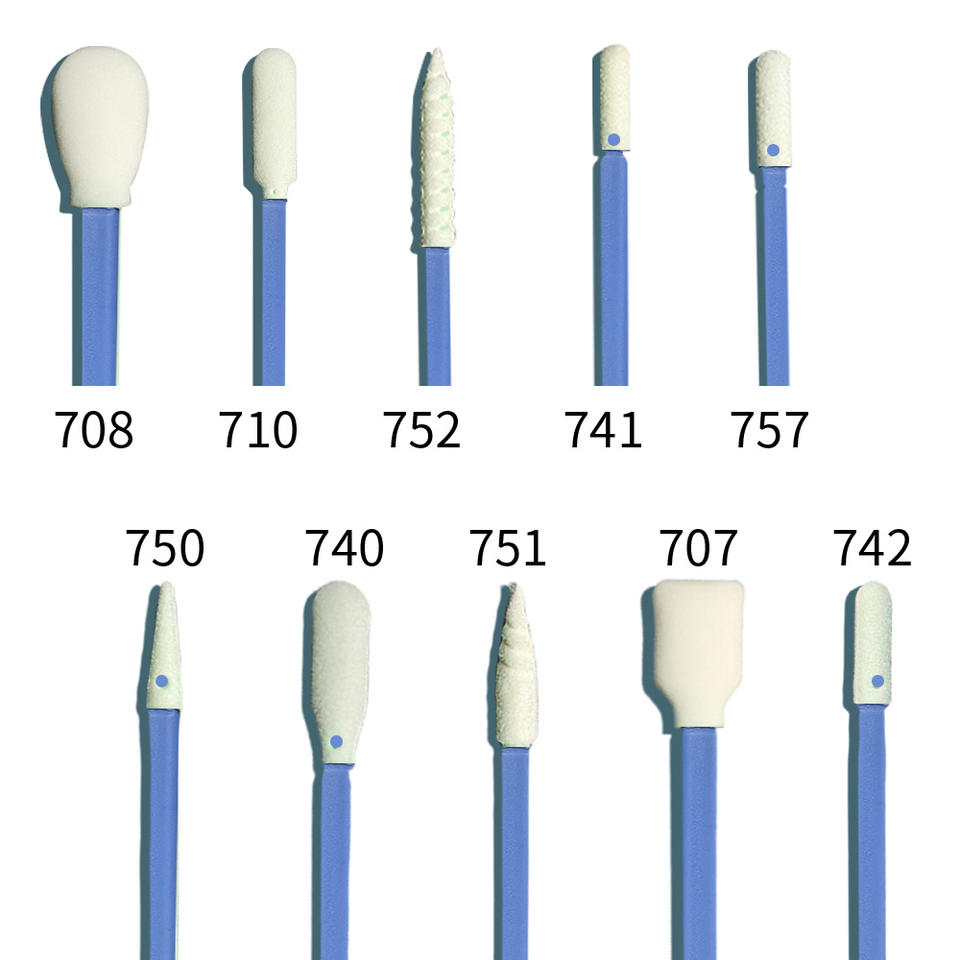
Like all kinds of swabs, critical environment swabs come in a huge assortment of different styles. Tips are made of cotton, microfiber, knitted polyester and foam to ensure that they work well when cleaning or handling various different materials, including ESD-safe swabs for static sensitive devices. Cleanroom swabs are particularly useful when cleaning small surfaces and nooks in controlled environments, including within health care, diagnostics, fiber optics, electronics, semiconductors and more.
What are cleanroom swabs?
Cleanroom swabs are used to cleanroom surfaces in manufacturing areas found in controlled environments. The manufacturing process for cleanroom swabs eliminates adhesive contaminants and reduces material shedding to keep your critical environment secure.
What swabs are suitable for critical environments?
Cleanroom swabs come in various materials that offer pros and cons depending on the application. Below, we list the most common swab materials and considerations for your critical environment.
Anti-Static/ESD Swabs
Cotton Swabs
Foam Swabs
Knitted Polyester Swabs
Microfiber Swabs
ESD swabs prevent damage from electrostatic discharge. ESD swabs have unique antistatic handles that dissipate static buildup. Most commonly used to clean sensitive electronic components, esd safe swabs provide superior consistency and cleanliness than non-static-safe swabs.
Cotton cleanroom swabs offer consistently reliable performance for manufacturing, biotech, fiber optic, medical and pharmaceutical manufacturing. Cotton is resistant to many solvents and solutions used for cleaning. Knitted polyester swabs resist tears, snags, and heavy-duty solvents typically used in cleanrooms. The material has low NVR and particulates and is thermally bonded, which means it has no contaminating adhesives. Microfiber cleanroom swabs are generally safe to use on and around static-sensitive components.
Experts estimate that up to one third of printed circuit board (PCB) failures are from electrostatic discharge (ESD). To ensuring reliability in your manufacturing, ESD needs to minimised in any way possible.
Experts estimate that up to one third of printed circuit board (PCB) failures are from electrostatic discharge (ESD). It poses one of the most significant and persistent challenges in cleanroom environments, particularly in industries such as medical electronics, aerospace components, and semiconductor production.
These sectors rely heavily on delicate electrical assemblies that are vulnerable to ESD-induced damages.
This damage can lead to costly warranty returns, time-consuming PCB rework, and even scrapped boards. Not to mention the negative impact to a company’s reputation. Therefore, it’s important to minimise ESD and its impact within cleanrooms.
Understanding ESD
Electrostatic discharge is caused by two surfaces or objects at different levels of electrostatic charge coming into close contact with each other. When one is positively charged, and the other negatively charged, the protons and electrons that carry these charges attempt to balance each other out by rapidly exchanging at the point of contact. The sudden release or discharge of the built-up charge causes an ESD “spike”.
There are two common types of ESD damage: catastrophic and latent
Although ESD is invisible, it is a severe threat in many electronics manufacturing facilities. Static charges of all proportions can cause irreversible damage to delicate electronic components including resistors, capacitors, inductors, diodes, integrated circuits, MOSFETTs, transformers, transistors, integrated circuits, sensors, switches and relays.
Two types of ESD damage
There are two common types of ESD damage: catastrophic and latent. Catastrophic failure causes permanent damage that renders the PCB unusable. Although easier to detect during the inspection, catastrophic damage requires a complete PCB replacement.
Latent ESD damage may not be immediately apparent and often goes undetected during initial inspections. The PCB can be partially degraded and continue to temporarily operate. However, over its lifetime, the component may have compromised or intermittent operational behavior, resulting in an unreliable electronic device.
Although latent damage accounts for the biggest cause of ESD failure, it is also harder to detect. A PCB with latent damage can still be undetected during rigorous testing. This makes failure from latent damage extremely costly to the manufacturer.
Sources of ESD
ESD can occur at any stage of the manufacturing and assembly process, but human touch remains the most common route. The human body and certain clothing can accumulate static electricity levels ranging from 500 to 2,500 volts during a typical workday. Manufacturing areas involving “hands-on” processes, such as receiving, assembly, repair, cleaning, inspection, and packaging, are particularly susceptible to ESD.
Other sources of ESD include ungrounded electrical equipment, such as oscilloscopes used to troubleshoot electronic circuitry. Machinery and other production equipment such as conveyors or carts can also generate friction, and ultimately create ESD as their component materials rub together.
Managing ESD in cleanroom environments
Although it is impossible to prevent all ESD charges completely, there are several ways ESD can be reduced during surface mount technology (SMT) production. Governing bodies such as the International Electrotechnical Commission (IEC) and American National Standards Institute (ANSI) recognise the threat ESD poses to PCBs and include guidelines for ESD control in their standards.
Here are some recommended methods for managing ESD during SMT production:
Environmental control
Use anti-static wrist straps or heel straps connected to a grounded line for workers handling sensitive PCBs. ESD anti-static straps are a simple and effective way of dissipating static from workers. Wrist straps can be connected to a grounded line, keeping the person continuously grounded while they work on sensitive PCBs.
Install conductive floor mats where technicians walk and stand to discharge static build-up from shoes.
Ensure workers wear anti-static clothing and shoe coverings.
Ground all work tables, floor mats, and wrist straps.
Maintain air humidity between 40-70% and regulate the temperature to 18-22°C (64-70°F) to prevent static build-up. Cooler humid air helps to dissipate static charge.
Avoid using compressed air for drying PCBs. Fast moving air can cause charge separation, resulting in a build-up of static.
Remove unnecessary items from the work area that can generate ESD. For example, plastic or polystyrene trays or even notepads and pens can create an ESD charge.
Ship all assembly parts and PCBs in static-controlled containers and packing materials.
https://tlycleanroom.com/wp-content/uploads/2023/09/IMG20230403091547.jpg10001000administratorhttps://tlycleanroom.com/wp-content/uploads/2021/05/logo.pngadministrator2023-09-28 09:14:482023-09-28 09:18:30Removing ESD from your cleanroom
The main reason people wear ESD smocks is to shield their insulative clothing and minimize the electric fields generated from their clothing. As we learned previously, all process essential insulators should be kept at a minimum distance of 12 inches from ESD susceptible items. Clothing fabric, particularly when made from synthetic fibres, is a significant charge generator. Non-ESD clothing fabric is an isolated charged insulator which cannot be grounded and the resulting charges can threaten ESD control.
An insulator (like clothing) will not let charges flow and holds the charge until either neutralized naturally over time (hours or days) or with an air ionizer (artificially under a few seconds). Until the charges are neutralized, your clothing may have several thousand volts that could suddenly discharge and damage nearby static-sensitive items.
The ESD Standard does not require ESD smocks, however they are a very practical solution for minimizing ESD events from a person’s clothing. ESD smocks can be an important step to demonstrating commitment to an ESD control program.
https://tlycleanroom.com/wp-content/uploads/2023/09/Smock0911.png465747administratorhttps://tlycleanroom.com/wp-content/uploads/2021/05/logo.pngadministrator2023-09-11 09:20:522023-09-11 09:30:32Using ESD Smocks in Your ESD Protected Area
Tly offers a variety of cleanroom wipes: dry wipes, pre-wetted or pre-saturated wipes, non-sterile and sterile wipes, industrial and laboratory wipes to meet the strict requirements of the pharmaceutical, bio-medical, and medical device, semiconductor & microelectronics, healthcare (USP and USP), aerospace, aviation & defense, laboratory, nutraceuticals/food, print, and automotive industries. Tly’s cleanroom wiper families include polyester sealed-border and sealed-edge wipers for the most critical environments and various cut-edge wipes for less critical areas.
Tly’s wipers are tested for fibers, particles, ions, residue, and endotoxin to ensure exceptional cleanliness for consistent quality and high performance.
In addition to our impressive selection of cleanroom wipers, we also carry cleanroom swabs, cleanroom sticky mops, and cleanroom garments.
What should you be considering when planning cleanroom cleaning after a renovation?
There are many reasons why a cleanroom may require renovation, from replacing floors to ventilation and filtration systems, either way, the cleanroom will need some attention in order to make it fit for operation again.
Due to the disruption to the cleanroom and the inevitable addition of particulate and microbiological contamination, cleaning is a critical aspect of this process.
In a way, the cleaning processes following a renovation will be very similar to that of a new cleanroom build. In both scenarios, there are certain considerations when planning cleanroom cleaning which include:
What is the measure of success?
You first need to decide how ‘clean’ the cleanroom needs to be in order to be fit for operation. Whilst many people will worry about not doing enough cleaning, it can be just as easy to do more than is required. Rather than simply doing ‘what has always been done’ or ‘how it was done at a previous organisation’, time should be taken to assess what needs doing and the level of cleanliness that is required.
How will the required level of cleanliness be achieved?
Identifying what needs to be cleaned is the best place to start. You will need to consider floors, walls and ceilings, as well as inside and outside equipment, and any high-level cleaning or other specialist cleaning that may be required.
The next step in the process should be to understand what contamination is likely to be present after the renovation. There is likely to be significant physical contamination (e.g. dust and sealants), but you should also consider microbiological contamination such as spores.
Once you have clarity on what needs to be cleaned, you are ready to consider how the cleaning will take place. For example, does the cleaning need to be phased? Dependent on the cleanroom and its renovation, it may be best practice to phase the cleaning process into the following processes:
Cleaning of gross contamination prior to HVAC system being turned on
Cleaning before equipment is positioned and installed in the cleanroom
Fine cleaning once HVAC system is in operation
The method of cleaning is vital in the process in order to ensure compliance when commencing work in the newly renovated cleanroom. You will need to ensure the cleaning methods are GMP compliant and follow best practice recommendations. It is also worth checking if the chosen cleaning processes have been validated or proven to be effective in any way.
The selection of materials and equipment should always refer to the point made earlier in the article about identifying what you are aiming to achieve from the clean. Asking yourself again if the clean needs to follow full GMP best practice methods and then deciding what will be required from there.
How will the cleaning be completed?
Personnel and resource are two key areas to consider when thinking about how cleaning will be completed after a cleanroom renovation. It is important to ensure the team who will be carrying out the cleaning are suitably trained and experienced, to ensure good practice is adhered to. Whether you clean using your own staff or have a professional cleanroom cleaning partner, the operators should be trained and familiar with all aspects of cleanroom gowning, material transfer, GDP and GMP. This includes GMP cleaning as well as the equipment and materials that they will be using throughout the process.
Once the cleanroom is clean, how will cleanliness be maintained?
Now that the deep clean is completed and you have a newly renovated cleanroom, you have a responsibility to maintain the cleanliness. Many organisations use specialist cleanroom cleaning companies to support the design and fulfilment of effective and efficient cleaning, starting with a deep clean and then leading into routine cleans.
The benefits of using a professional cleanroom cleaning service is their expertise built through specialisation, thorough training and experience. The quality of the clean is always consistent, with full documentation and traceability to support this. A cleanroom cleaning specialist will also take responsibility for cleaning equipment and consumables stock through their established supply chains and can be flexible around clients’ deadlines and time constraints.
Next time you are building a cleanroom or having a renovation done, it will serve you well to start at the beginning and plan cleaning as a critical aspect of the overall programme. Alternatively, you can outsource this service and rely on the work of professionals.
https://tlycleanroom.com/wp-content/uploads/2023/05/2023053002.jpg10001000administratorhttps://tlycleanroom.com/wp-content/uploads/2021/05/logo.pngadministrator2023-08-31 08:13:242023-08-31 08:23:30What happens after a cleanroom renovation?
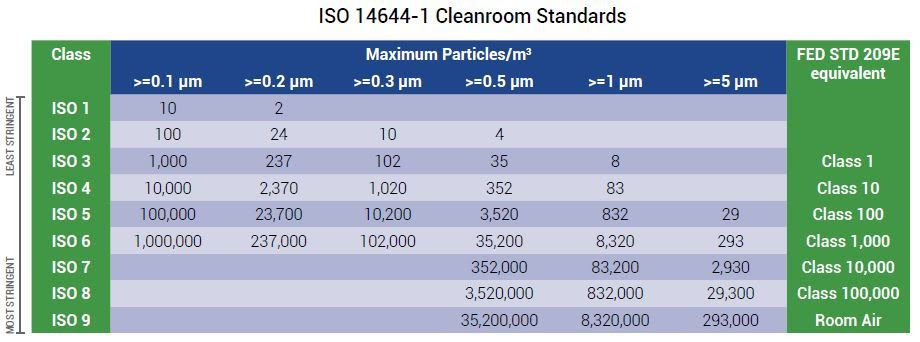
Each cleanroom class is denoted by a maximum concentration of particles per cubic meter or cubic foot of air. ISO 8 is the second lowest cleanroom classification
An ISO 14644-1 classified cleanroom is a room or contained environment where it is crucial to keep particle counts low. Typically, these particles are dust, airborne microbes, aerosol particles, and chemical vapors. Beyond particle counts, cleanrooms often have controls for a number of other parameters like pressure, temperature, and humidity. Additionally, to be considered a cleanroom, the space needs High-Efficiency Particulate Air (HEPA) filters to remove particles from the air.
ISO 14644-1 Cleanrooms are classified from ISO 1 to ISO 9. Each cleanroom class is denoted by a maximum concentration of particles per cubic meter or cubic foot of air. ISO 8 is the second lowest cleanroom classification.
ISO 8 Cleanroom Standards
The allowed particle counts for an ISO 8 cleanroom depend on the referenced standard and its measurements. According to US Federal Standard 209E, ISO 8 cleanrooms are also known as Class 100,000 cleanrooms.
2017-08-10 ISO Cleanroom Standards
ISO 14644-1 replaced the federal standard and states that an ISO 8 cleanroom needs less than 3,520,000 of ≥ 0.5 micron sized particles per cubic meter of air. Only particles 0.5 microns or larger are measured in an ISO 8 cleanroom. This is done because the concentration of smaller particle sizes is too high.
ISO 8 Protective Requirements and Design Considerations
Designing a cleanroom requires taking additional regulatory standards and requirements into account based on industry and application. However, there are several general requirements and environmental parameters to consider for an ISO 8 cleanroom. For an ISO 8 Cleanroom, these include:
HEPA filtration
Air Changes per Hour (ACH)
Air pressure
Temperature and humidity
Amount of personnel working in the space
Static control
Lighting
Noise levels
Since an ISO 8 cleanroom is focused on measuring particles 0.5 microns or larger, the HEPA filtration system needs to be 99.97% efficient and a minimum of 20 air changes per hour is recommended. The final filtration of air occurs where the air enters the cleanroom. Additionally, it is most common for ISO 8 cleanrooms to employ non-unidirectional or mixed air flow patterns with low wall air returns. Common ISO 8 Applications A wide variety of industries and applications have cleanrooms. Some of the most common with ISO 8 cleanrooms include:
Frequently Asked Questions on ISO 8
What is the difference between ISO 7 and ISO 8?
The two main differences between ISO 7 and ISO 8 cleanrooms are particle count and ACH requirements, which set them apart for differing applications. An ISO 7 cleanroom must have 352,000 particles ≥ 0.5 microns per cubic meter and 60 ACH per hour as opposed to ISO 8’s 3,520,000 particles and 20 ACH.
When is a cleanroom required?
A cleanroom can be used for a number of industries and applications. They are required for spaces where cleanliness and sterility are crucial. For context, an ISO 8 cleanroom is usually 5-10 times cleaner than a typical office environment. Specifically, in medical device and pharmaceutical manufacturing cleanrooms, the safety and quality of products is of the utmost importance, and raw materials, manufacturing processes, and finished product and can be affected if too many particles enter the space.
https://tlycleanroom.com/wp-content/uploads/2023/05/IMG20230510100212-1.jpg10001000administratorhttps://tlycleanroom.com/wp-content/uploads/2021/05/logo.pngadministrator2023-08-25 08:33:042023-08-25 08:42:57What is ISO 8 cleanroom classification?
The two cleanroom experts have worked together to deliver a cutting-edge cleanroom wall system technology to the US market
MRC Cleanrooms and Biologics Modular have formed an alliance to deliver cutting-edge cleanroom wall system technology to the US market.
These modular wall systems will expand the current product matrix for Biologics Modular and offer a strategic position in the US market for MRC. With multiple manufacturing facilities worldwide, MRC can traverse supply issues and streamline manufacturing through a diverse supply chain.
These advanced manufacturing processes will shorten production timelines and deliver unrivalled construction timelines for US-based clients.
These modular wall systems will expand the current product matrix for Biologics Modular and offer a strategic position in the US market for MRC
The Biologics construction team will provide expanded services to the manufacturing marketplace, and MRCs’ wall systems will deliver shortened construction timelines and unparalleled quality to the US marketplace.
President & CEO Clark Byrum expressed his enthusiasm for the partnership, saying: “These innovative products from MRC will expand our facility construction delivery and provide expansion of services and products for our cleanroom clientele. MRC’s capabilities to manufacture and deliver these products give Biologics Modular another opportunity to help our clients expand.”
It is always exciting to introduce our cleanroom system into new geographical markets
These cleanroom panelling systems provide solutions for the pharmaceutical, healthcare, aerospace, renewable energy, microelectronic and high-end technology industries. MRC Cleanrooms and Biologics Modular will jointly provide the full design, delivery, validation, and installation of these systems for their respective US-based clients.
Global Sales Manager Samuel Hussain said: “It is always exciting to introduce our cleanroom system into new geographical markets. Our strategies aim at doing it in such a way that ensures end users don’t just benefit from access to our innovative cleanroom panelling systems, but also enjoy efficient and seamless project implementation, as well as structured and consistent after sales support and maintenance.”
“MRCs strategic partnership with Biologics Modular helps us to achieve that and more. Their expertise in the cleanroom segment, their project management competence, and now their use of the MRC cleanroom system, creates a partnership that will add a lot of value to the US market,” Hussain added.
https://tlycleanroom.com/wp-content/uploads/2022/01/cj8.jpg480360administratorhttps://tlycleanroom.com/wp-content/uploads/2021/05/logo.pngadministrator2023-08-08 08:39:412023-08-08 08:39:41MRC Cleanrooms and Biologics Modular form new alliance
What should you be considering when planning cleanroom cleaning after a renovation? Micronclean’s Business Development Manager David Giles explains
There are many reasons why a cleanroom may require renovation, from replacing floors to ventilation and filtration systems, either way, the cleanroom will need some attention in order to make it fit for operation again.
Due to the disruption to the cleanroom and the inevitable addition of particulate and microbiological contamination, cleaning is a critical aspect of this process.
In a way, the cleaning processes following a renovation will be very similar to that of a new cleanroom build. In both scenarios, there are certain considerations when planning cleanroom cleaning which include:
What is the measure of success?
You first need to decide how ‘clean’ the cleanroom needs to be in order to be fit for operation. Whilst many people will worry about not doing enough cleaning, it can be just as easy to do more than is required. Rather than simply doing ‘what has always been done’ or ‘how it was done at a previous organisation’, time should be taken to assess what needs doing and the level of cleanliness that is required.
Some of the reagents you will need could include Neutral Detergent, WFI, IPA/denatured ethanol, biocide/sporicide
Once an assessment of the required cleanliness has been completed, you need to consider how you will be defining ‘clean’. Depending on the cleanroom classification you are operating in, this might include limits for visible contamination, particulate contamination and microbiological contamination. In addition to clarifying how ‘clean’ will be defined, consideration should be given to how the cleanliness will be measured. There are a number of questions to ask yourself, for example, is physical and/or microbiological environmental monitoring required? If this is the case, do you have an adequate routine in place? You may also consider if a thorough survey is required.
How will the required level of cleanliness be achieved?
Identifying what needs to be cleaned is the best place to start. You will need to consider floors, walls and ceilings, as well as inside and outside equipment, and any high-level cleaning or other specialist cleaning that may be required.
The next step in the process should be to understand what contamination is likely to be present after the renovation. There is likely to be significant physical contamination (e.g. dust and sealants), but you should also consider microbiological contamination such as spores.
Once you have clarity on what needs to be cleaned, you are ready to consider how the cleaning will take place. For example, does the cleaning need to be phased? Dependent on the cleanroom and its renovation, it may be best practice to phase the cleaning process into the following processes:
Cleaning of gross contamination prior to HVAC system being turned on
Cleaning before equipment is positioned and installed in the cleanroom
Fine cleaning once HVAC system is in operation
The method of cleaning is vital in the process in order to ensure compliance when commencing work in the newly renovated cleanroom. You will need to ensure the cleaning methods are GMP compliant and follow best practice recommendations. It is also worth checking if the chosen cleaning processes have been validated or proven to be effective in any way.
The selection of materials and equipment should always refer to the point made earlier in the article about identifying what you are aiming to achieve from the clean. Asking yourself again if the clean needs to follow full GMP best practice methods and then deciding what will be required from there.
Like any project, timelines can slip with little to no notice
Some of the reagents you will need could include Neutral Detergent, WFI, IPA/denatured ethanol, biocide/sporicide, but even once you have made the selection, there are some questions to ask yourself. Have the products been validated for use? Are the reagents compatible with one another and are they compliant? Once you have determined if the products are validated, compatible and compliant, you should ensure stable supply for the required quantity and period. This will require you to know how much stock you need for the cleaning and have an approved supplier for the items.
Reagents play a huge role in getting your cleanroom clean. However, you will also need to consider the equipment you use to clean, apply products and remove residues. Common equipment used for cleaning cleanrooms include vacuums, mops, wipes, sprays and fogging, to name a few. Additional equipment may be required for hard-to-reach areas of the cleanroom, including high level access equipment and safety equipment, etc.
How will the cleaning be completed?
Personnel and resource are two key areas to consider when thinking about how cleaning will be completed after a cleanroom renovation. It is important to ensure the team who will be carrying out the cleaning are suitably trained and experienced, to ensure good practice is adhered to. Whether you clean using your own staff or have a professional cleanroom cleaning partner, the operators should be trained and familiar with all aspects of cleanroom gowning, material transfer, GDP and GMP. This includes GMP cleaning as well as the equipment and materials that they will be using throughout the process.
You need to consider how you will be defining ‘clean’
By ensuring you have allocated sufficient time and resource for cleaning after a renovation, you increase your ability to complete the project on time and to the correct level of quality. Like any project, timelines can slip with little to no notice. With this in mind, it may be worth allowing a contingency within the plan or considering if the resource is flexible enough to meet a revised deadline.
Specific PPE and training may be required for all personnel. All safety considerations should be made before commencing the clean and planned into the project schedule.
Once the cleanroom is clean, how will cleanliness be maintained?
Now that the deep clean is completed and you have a newly renovated cleanroom, you have a responsibility to maintain the cleanliness. Many organisations use specialist cleanroom cleaning companies to support the design and fulfilment of effective and efficient cleaning, starting with a deep clean and then leading into routine cleans.
The benefits of using a professional cleanroom cleaning service is their expertise built through specialisation, thorough training and experience. The quality of the clean is always consistent, with full documentation and traceability to support this. A cleanroom cleaning specialist will also take responsibility for cleaning equipment and consumables stock through their established supply chains and can be flexible around clients’ deadlines and time constraints.
Next time you are building a cleanroom or having a renovation done, it will serve you well to start at the beginning and plan cleaning as a critical aspect of the overall programme. Alternatively, you can outsource this service and rely on the work of professionals.
https://tlycleanroom.com/wp-content/uploads/2023/05/2023053001.jpg10001000administratorhttps://tlycleanroom.com/wp-content/uploads/2021/05/logo.pngadministrator2023-08-01 03:19:012023-08-01 03:19:01Cleanroom cleaning: what happens after a cleanroom renovation?
If the enterprise has deep clean industry, development and innovation of purification products, the depth of integration of upstream suppliers and downstream customers and production information, the formation of a strong supply chain integration capabilities, so, in the next ten years, the company will usher in the golden period of explosive development, a large number of Companies will be listed on the clean industry.
In our country, cleanroom technology began in the 60s of last century. At the time, cleanroom technology is a new technology to meet the needs of military products, precision instruments, aviation instruments and electronics industry, to meet the precision, miniaturization, high purity, high quality and high reliability of these industries. Nowadays, cleanroom technology has been widely applied in various industries, such as electronics, pharmaceuticals, medical and health, bioengineering, laboratories, food, cosmetics, instrumentation, aerospace and many other industries.
The cleanroom net is used to decipher the detailed industry chain of clean industry, and to rethink and rebuild the friends who just entered the industry and are committed to this industry.
Through decades of development, China cleanroom technology has gradually formed the industrial chain, including upstream purification equipment (such as FFU, clean sheet, transfer window, air shower room), clean room with all kinds of consumable products, more familiar purification supplies such as HEPA filter material (regarded as core clean technology), clean clothing, clean room and clean room use a variety of equipment, anti-static, dust products, supplies of the annual domestic market capacity more than 500~600 billion yuan, the scale is very large.
In addition, with the current air pollution, environmental destruction, the PM2.5 event has been copied to the application of clean technology in the industry raise a Babel of criticism of that field have been borrowed into people’s daily life, which is the most familiar to the air cleaner, more and more families have been using this product, the core technology products is the HEPA filter system. The domestic air purifier has a market share of 5 billion yuan, and the market share from Europe and America has a very large growth space.
The industrial chain of the middle reaches of the clean industry includes the related industries such as the design, construction, debugging, testing and operation of the clean room. In the middle reaches of the industrial chain, including related design institutes (such as electronic industry famous design institute has Chinese Electronic Engineering Design Institute, Ministry of electronic industry Eleventh Design Institute), the general contractor construction of clean room, clean operation room, professional certification (GMP certification pharmaceutical project) and debugging unit, and the entry of foreign capital management the company’s Chinese clean workshop (the famous beauty schiewer company, NE Pharma, etc.). In our country, the electronics industry spends in the clean room costs about 5 billion yuan, of which, with integrated circuit chip production line as the representative of the microelectronics industry each year about 3 billion yuan; the pharmaceutical industry, especially this year launched a new version of the GMP specification, forcing pharmaceutical enterprises new or re transformation of clean workshop to meet the new version of GMP request spends in a clean room facility system will cost more than 10 billion yuan, the peak is expected to reach 200~300 billion yuan; in the cleaning operation room of the hospital construction, the annual national new or renovated clean operation room will cost more than 9 billion yuan, and will maintain a growth rate of not less than 20%.
https://tlycleanroom.com/wp-content/uploads/2023/05/2023053006.jpg10001000administratorhttps://tlycleanroom.com/wp-content/uploads/2021/05/logo.pngadministrator2023-07-18 07:03:042023-07-18 07:03:04History of Cleanroom